-
- Contact Us

DMS-BZL3-C: Exact Dimensions & Sourcing Snapshot Guide
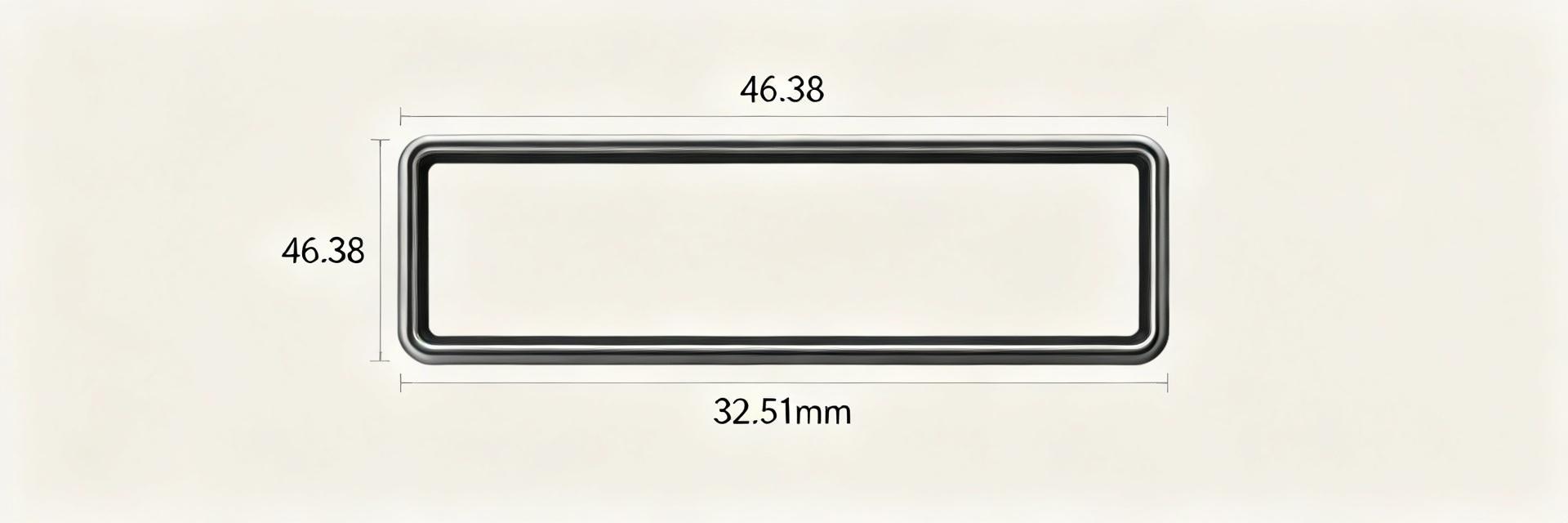
Precise panel bezel dimensions drive first-pass fit success and reduce procurement risk; the authoritative outside dimensions listed on the datasheet are 46.38 mm × 32.51 mm, and typical bezel tolerances fall in the ±0.2–0.5 mm range for cosmetic and non-critical clearances. Fast, verified sourcing matters because incorrect parts or undocumented lots cause rework and lead-time slips; this guide focuses on the exact measurements to trust and a practical sourcing checklist that lowers risk while keeping production on schedule.
1 — Part overview & key specs (background introduction)
What this part is and where it fits
This molded screen bezel is a panel-mount cosmetic and retention component designed for DMS-style panel meters and related displays. Typical use cases include direct replacement, retrofit upgrades, or inclusion in new panel designs where visible finish and mounting interface must match the instrument family. Review the bezel dimensions and cutout requirements early in mechanical layouts to avoid late-stage redesigns.
Quick spec snapshot (what to pull from the datasheet)
When extracting data from the manufacturer datasheet, capture each parameter with units and tolerance. The table below is the recommended two-column writer format to present in documentation; always cite the manufacturer datasheet as the authoritative source for final verification.
| Parameter | Value (Units) / Typical Tolerance |
|---|---|
| Outside dimensions | 46.38 × 32.51 mm / ±0.10–0.20 mm |
| Recommended panel cutout | See datasheet cutout drawing / ±0.20–0.50 mm |
| Bezel thickness & lip | Typical 1.5–2.5 mm / ±0.2 mm |
| Mounting hole pattern | Pitch & diameter per drawing (mm) / ±0.1–0.3 mm |
| Insertion depth / flange depth | Specified on datasheet / ±0.5 mm |
| Weight | ~2–6 g (estimate) / N/A |
| Operating temperature | Per datasheet (°C) |
| Sealing / gasket | Gasket present or not (yes/no); compression spec if present |
2 — Exact dimensions & panel cutout guide (data analysis)
Dimension checklist (values, tolerances, units)
Critical measurements to capture in CAD and drawings: outside dims (46.38 × 32.51 mm), recommended panel cutout dims (follow datasheet callouts), bezel lip projection, flange depth, mounting hole pitch and diameter, and insertion depth into the panel. Use millimeters as primary units and annotate dual units if needed. Recommended tolerances: ±0.2 mm nominal for cosmetic mating surfaces, ±0.5 mm for non-critical clearances; annotate CAD with tolerance callouts and balloon numbers tied to the datasheet.
Cutout & mounting best practices
Prepare cutouts on a flat fixture, deburr all edges, and verify the nominal size with calibrated calipers. Produce a rapid 3D-printed prototype to test fit—allow gasket compression of 0.5–1.0 mm if specified. For screw-mounted bezels, follow the datasheet torque guidance when present; otherwise use low torque to avoid plastic deformation. Include front view, side section, and mounting hole detail in assembly drawings with material callouts and finish notes.
3 — Compatibility, alternatives & cross-reference method (method/guideline)
Finding interchangeable bezels and cross-referencing
To identify interchangeable candidates, match these parameters: outside dimensions, cutout dimensions, mounting hole pattern, bezel thickness, and aesthetic features (color, finish). Build a comparison matrix with columns: Parameter → Target part → Candidate part → Pass/Fail; mark fails where differences exceed tolerance thresholds. For cosmetic swaps, ensure front-face alignment and visible gap remains within acceptable visual tolerances.
When to use an adapter or redesign
Use a simple bezel swap when dimension and mounting patterns fall within the specified tolerances. If differences exceed ±0.5 mm for mounting features or a gasket vs. non-gasket mismatch exists, plan for an adapter plate or panel redesign. Quick fixes include thin spacers or stamped adapter plates; caution: adapters can introduce water ingress paths or misalignment—validate with a prototyped assembly and functional environmental test where sealing is required.
4 — Sourcing snapshot & procurement channels (case / data)
Where to search (authorized channels, brokers, surplus) — without brand names
Search channels include: manufacturer datasheet/representative, authorized distributors, electronic component marketplaces, surplus/remarket suppliers, and local electronic hardware outlets. Useful query phrases: “panel bezel cutout 46.38x32.51 mm,” “DMS style panel bezel dimensions,” and “bezel cutout gasket panel mount.” Filter results by documented datasheet availability and clear packaging/lot info.
Verification, lead time & packaging data to request
Ask suppliers for the datasheet and a certificate of conformance, photos of the actual item (for brokers), stated RoHS/ECCN status, and lot or date-code traceability. Collect procurement metrics: typical lead time range (stock: days; special order: weeks), MOQ, and packaging format (bulk/tray/box). Request unit weight for shipping estimates and confirm part marking to prevent mis-shipments.
5 — Procurement checklist & quick action plan (action recommendation)
Pre-order checklist (what to confirm before purchase)
- Confirm exact part number (DMS-BZL3-C) against the datasheet and assembly drawing.
- Verify panel cutout compatibility on your latest CAD drawing and tolerance callouts.
- Confirm gasket presence and specified compression allowance if required for sealing.
- Request sample or prototype for fit verification before bulk order.
- Clarify lead time, MOQ, return policy, and certificate of conformance from the supplier.
On receipt — inspection & installation tips
Perform acceptance inspection by measuring critical dimensions with calipers, checking mounting hole locations, and visually inspecting for cosmetic defects. Test-fit the bezel to a sample panel and record fitment notes. For installation, seat the gasket uniformly, use hand-controlled torque drivers within recommended ranges, and document lot/serial info on receiving paperwork for future traceability and replacement ordering.
Key summary
- Trust the datasheet values for outside dimensions and cutout specs; extract these into your CAD with tolerance callouts to prevent surprises during assembly.
- Follow the dimension checklist (outside dims, cutout, flange depth, hole pitch) and use ±0.2 mm for cosmetic fits, ±0.5 mm for non-critical clearances.
- Sourcing diligence—request datasheet, photos, CoC, and traceability—reduces procurement risk and prevents costly returns.
- Prototype-fit (3D print or sample) before bulk orders; inspect received parts dimensionally and document lot info for future replacements.
Frequently Asked Questions
How do I verify the DMS-BZL3-C cutout size before ordering?
Compare the datasheet cutout drawing to your panel CAD, produce a 3D-printed test piece or laser-cut test panel, and verify gasket compression allowance. Confirm measurements with calipers and check mounting hole alignment on the prototype before placing a bulk order — this prevents late-stage rework.
What tolerances should be applied to bezel dimensions in CAD?
Apply ±0.2 mm to critical visible and mating surfaces for cosmetic fit and ±0.5 mm to non-critical clearances. Clearly annotate these tolerances on the CAD drawing and reference the datasheet balloon callouts for each critical feature to maintain manufacturing consistency.
What procurement data should I request from a distributor or broker?
Request the official datasheet, certificate of conformance, photos of the actual item, RoHS/ECCN statement, lot/date-code traceability, stated lead time, MOQ, and packaging format. These items allow risk assessment and accurate logistics planning prior to purchase.
Summary
Verify the manufacturer datasheet dimensions (46.38 mm × 32.51 mm) and follow the cutout and tolerance guidance to ensure a reliable cosmetic and mechanical fit for DMS-BZL3-C. Use the sourcing checklist—datasheet, CoC, photos, lead time, and prototype-fit—to reduce procurement risk. Final rule: measure twice, verify supplier documentation, and prototype-fit before bulk ordering.
-
 ISPLSI 2096A CPLD: Complete Datasheet & Pinout Guide2026-01-01 12:34:45 0The ISPLSI 2096A is a mid-density CPLD offering roughly 96 macrocells and about 96 usable I/O pins, operating from a nominal 5 V rail (typical 4.75–5.25 V) with propagation delays down to ~7.5 ns depending on speed grade. These metrics matter because pin count drives board routing and connector choices, macrocell density limits local logic packing, and timing characteristics determine whether the part meets system-level timing requirements. This guide consolidates the most used datasheet essentials, a full pinout walkthrough, package and timing details, integration best practices, and a compact design checklist to speed development. It is intended as a practical companion to the official datasheet and not a replacement for absolute electrical ratings. Product overview & key specs (background) Core architecture snapshot PointThe device implements a fixed array of macrocells and I/O resources designed for glue logic, bus bridging, and control functions. EvidenceTypical device documentation lists ~96 macrocells with dedicated product macrocells paired to I/O banks. ExplanationFor designers a “macrocell” represents the atomic combinational+registered resource; the macrocell count and I/O availability determine whether multiple small state machines or several bus interfaces can comfortably fit on the CPLD. Package and variant summary PointMultiple package and speed variants exist to match thermal and timing needs. EvidenceCommon offerings include PQFP/TQFP variants and several speed grades across the 5 V family with industrial temperature options. ExplanationWhen selecting a package, consider VCC range (4.75–5.25 V typical), thermal derating for your PCB, and the practical availability of the speed grade; check the official datasheet for full package option tables and obsolescence notes. Pinout & package pin map (data / technical) Pin grouping and functions (power, GND, I/O banks, config pins) PointPins are grouped into power, ground, I/O banks, configuration, and programming connectors. EvidenceThe standard pin set includes VCC/VCCO pins for core and I/O, VSS/GND returns, dedicated configuration pins (nCONFIG, nSTATUS/STATUS, CONF_DONE/DONE), and JTAG/programming signals. ExplanationUnderstanding ISPLSI 2096A pinout conventions — how I/O banks share VCCO, which pins are non-5 V tolerant, and which pins control configuration — is essential for reliable boot and proper level translation design. Representative pin numbering for a 128-pin QFP (how to read package drawing) PointPin numbering follows a clockwise flow from the pin 1 marker on PQFP/TQFP outlines. EvidenceTypical 128-pin QFP drawings mark pin 1 and show sequential numbering around the package with clustered power pins. ExplanationDesigners should wire power rails and GND first (observe VCC/VSS placement), mark the pin‑1 silkscreen, and ensure configuration pins and JTAG connectors are accessible before routing dense I/O to avoid rework; including a labeled schematic-style diagram and a CSV pin table in project assets is recommended. Electrical characteristics & timing (data / analysis) Power, current, and decoupling recommendations PointProper decoupling and power sequencing are critical to avoid latch-up or failed configuration. EvidenceDevice documentation cites VCC range near 5 V with both static and dynamic current figures that vary by speed and activity. ExplanationUse multiple decoupling capacitors (0.1 μF close to each VCC pin plus 10 μF bulk on the rail), route ground with a solid plane, and sequence core and I/O rails per datasheet guidance — power the core before or with I/O depending on family notes to ensure predictable configuration. Timing parameters and I/O specs PointPropagation delays and I/O standards dictate usable clock rates and interface compatibility. EvidencePropagation delay (tpd) values vary by speed grade, with typical low-end values around several nanoseconds and maximum toggle rates specified per I/O standard. ExplanationFor timing closure, budget tpd plus board trace delays and external device setup/hold times; bench measurement with a scope and controlled test vectors helps validate timing margins before finalizing the design. Integration & PCB best practices (method / how-to) Schematic & PCB footprint tips PointA disciplined symbol and footprint strategy reduces layout errors. EvidenceBest practice examples show star power routing, decoupling close to pins, and clear silkscreen markers. ExplanationName symbols consistently, place decoupling capacitors within 2–3 mm of VCC pins, use a continuous ground plane, route sensitive clock lines away from switching power traces, and include pin‑1 silkscreen plus testpoints for critical nets like clocks and configuration signals. In-system programming and configuration wiring PointIn-system programming requires specific pull resistors and header accessibility. EvidenceConfiguration pins typically need pull-ups/pull-downs to set the device into the desired mode and a standard JTAG or ISP header for programming. ExplanationAdd recommended pull resistors to nCONFIG/DONE lines, avoid directly tying configuration pins to noisy nets, and provide a removable programming header or solder jumper to allow firmware updates without disturbing the main connectors. Example reference design & troubleshooting checklist (case + action) Minimal reference design (schematic callouts & BOM highlights) PointA minimal working schematic centers on stable power, a clock source, and configuration elements. EvidenceReference schematics typically show VCC with decoupling, a 10–100 kΩ pull on nCONFIG, a crystal or oscillator, and a JTAG header. ExplanationInclude decoupling caps (0.1 μF and 10 μF), pull resistors (47 kΩ typical for config lines unless specified), a standard 10-pin ISP header footprint, and labeled test points for power rails and clocks for quick bench verification. Common faults & troubleshooting flow PointA short prioritized troubleshooting list accelerates fault isolation. EvidenceCommon failures are missing power rails, wrong pull states, or no clock present at startup. ExplanationVerify VCC and GND first with a multimeter, confirm decoupling integrity and absence of shorts, check config pin logic levels, probe for clock activity with a scope, and confirm programming connectivity with boundary-scan or a programmer utility. Summary (conclusion) The ISPLSI 2096A delivers ~96 macrocells and ~96 I/Os suitable for mid-density CPLD roles; confirm package choice against pin and thermal needs and consult the official datasheet for absolute limits. Key pinout essentials include clustered VCC/VCCO pins, dedicated configuration signals, and JTAG lines; wire power rails first, add decoupling near pins, and mark pin‑1 on the silkscreen. Power sequencing and decoupling are critical; use 0.1 μF bypass caps at each VCC, a bulk cap on the rail, and validate timing margins via bench measurements before production. FAQ What are the key pin groups on the ISPLSI 2096A? The device organizes pins into power (VCC, VCCO), ground (VSS/GND), I/O banks, configuration control pins (nCONFIG, nSTATUS/DONE), and programming/JTAG signals. Designers should identify which I/O banks are tied to each VCCO and avoid mixing incompatible voltage domains without level translation. What supply voltage and decoupling are recommended? Operate the device from the nominal 5 V domain (typical 4.75–5.25 V) and use local decoupling0.1 μF ceramic caps close to each VCC pin plus a 4.7–10 μF bulk capacitor on the rail. Follow power sequencing notes in the official datasheet to prevent configuration errors. How do I wire the device for in-system programming? Provide a standard ISP/JTAG header near the device, add recommended pull resistors on configuration pins to set boot mode, ensure the programmer can access nCONFIG and TCK/TMS/TDI/TDO lines, and include a removable header or solder jumper to allow field programming without PCB modification.READ MORE
ISPLSI 2096A CPLD: Complete Datasheet & Pinout Guide2026-01-01 12:34:45 0The ISPLSI 2096A is a mid-density CPLD offering roughly 96 macrocells and about 96 usable I/O pins, operating from a nominal 5 V rail (typical 4.75–5.25 V) with propagation delays down to ~7.5 ns depending on speed grade. These metrics matter because pin count drives board routing and connector choices, macrocell density limits local logic packing, and timing characteristics determine whether the part meets system-level timing requirements. This guide consolidates the most used datasheet essentials, a full pinout walkthrough, package and timing details, integration best practices, and a compact design checklist to speed development. It is intended as a practical companion to the official datasheet and not a replacement for absolute electrical ratings. Product overview & key specs (background) Core architecture snapshot PointThe device implements a fixed array of macrocells and I/O resources designed for glue logic, bus bridging, and control functions. EvidenceTypical device documentation lists ~96 macrocells with dedicated product macrocells paired to I/O banks. ExplanationFor designers a “macrocell” represents the atomic combinational+registered resource; the macrocell count and I/O availability determine whether multiple small state machines or several bus interfaces can comfortably fit on the CPLD. Package and variant summary PointMultiple package and speed variants exist to match thermal and timing needs. EvidenceCommon offerings include PQFP/TQFP variants and several speed grades across the 5 V family with industrial temperature options. ExplanationWhen selecting a package, consider VCC range (4.75–5.25 V typical), thermal derating for your PCB, and the practical availability of the speed grade; check the official datasheet for full package option tables and obsolescence notes. Pinout & package pin map (data / technical) Pin grouping and functions (power, GND, I/O banks, config pins) PointPins are grouped into power, ground, I/O banks, configuration, and programming connectors. EvidenceThe standard pin set includes VCC/VCCO pins for core and I/O, VSS/GND returns, dedicated configuration pins (nCONFIG, nSTATUS/STATUS, CONF_DONE/DONE), and JTAG/programming signals. ExplanationUnderstanding ISPLSI 2096A pinout conventions — how I/O banks share VCCO, which pins are non-5 V tolerant, and which pins control configuration — is essential for reliable boot and proper level translation design. Representative pin numbering for a 128-pin QFP (how to read package drawing) PointPin numbering follows a clockwise flow from the pin 1 marker on PQFP/TQFP outlines. EvidenceTypical 128-pin QFP drawings mark pin 1 and show sequential numbering around the package with clustered power pins. ExplanationDesigners should wire power rails and GND first (observe VCC/VSS placement), mark the pin‑1 silkscreen, and ensure configuration pins and JTAG connectors are accessible before routing dense I/O to avoid rework; including a labeled schematic-style diagram and a CSV pin table in project assets is recommended. Electrical characteristics & timing (data / analysis) Power, current, and decoupling recommendations PointProper decoupling and power sequencing are critical to avoid latch-up or failed configuration. EvidenceDevice documentation cites VCC range near 5 V with both static and dynamic current figures that vary by speed and activity. ExplanationUse multiple decoupling capacitors (0.1 μF close to each VCC pin plus 10 μF bulk on the rail), route ground with a solid plane, and sequence core and I/O rails per datasheet guidance — power the core before or with I/O depending on family notes to ensure predictable configuration. Timing parameters and I/O specs PointPropagation delays and I/O standards dictate usable clock rates and interface compatibility. EvidencePropagation delay (tpd) values vary by speed grade, with typical low-end values around several nanoseconds and maximum toggle rates specified per I/O standard. ExplanationFor timing closure, budget tpd plus board trace delays and external device setup/hold times; bench measurement with a scope and controlled test vectors helps validate timing margins before finalizing the design. Integration & PCB best practices (method / how-to) Schematic & PCB footprint tips PointA disciplined symbol and footprint strategy reduces layout errors. EvidenceBest practice examples show star power routing, decoupling close to pins, and clear silkscreen markers. ExplanationName symbols consistently, place decoupling capacitors within 2–3 mm of VCC pins, use a continuous ground plane, route sensitive clock lines away from switching power traces, and include pin‑1 silkscreen plus testpoints for critical nets like clocks and configuration signals. In-system programming and configuration wiring PointIn-system programming requires specific pull resistors and header accessibility. EvidenceConfiguration pins typically need pull-ups/pull-downs to set the device into the desired mode and a standard JTAG or ISP header for programming. ExplanationAdd recommended pull resistors to nCONFIG/DONE lines, avoid directly tying configuration pins to noisy nets, and provide a removable programming header or solder jumper to allow firmware updates without disturbing the main connectors. Example reference design & troubleshooting checklist (case + action) Minimal reference design (schematic callouts & BOM highlights) PointA minimal working schematic centers on stable power, a clock source, and configuration elements. EvidenceReference schematics typically show VCC with decoupling, a 10–100 kΩ pull on nCONFIG, a crystal or oscillator, and a JTAG header. ExplanationInclude decoupling caps (0.1 μF and 10 μF), pull resistors (47 kΩ typical for config lines unless specified), a standard 10-pin ISP header footprint, and labeled test points for power rails and clocks for quick bench verification. Common faults & troubleshooting flow PointA short prioritized troubleshooting list accelerates fault isolation. EvidenceCommon failures are missing power rails, wrong pull states, or no clock present at startup. ExplanationVerify VCC and GND first with a multimeter, confirm decoupling integrity and absence of shorts, check config pin logic levels, probe for clock activity with a scope, and confirm programming connectivity with boundary-scan or a programmer utility. Summary (conclusion) The ISPLSI 2096A delivers ~96 macrocells and ~96 I/Os suitable for mid-density CPLD roles; confirm package choice against pin and thermal needs and consult the official datasheet for absolute limits. Key pinout essentials include clustered VCC/VCCO pins, dedicated configuration signals, and JTAG lines; wire power rails first, add decoupling near pins, and mark pin‑1 on the silkscreen. Power sequencing and decoupling are critical; use 0.1 μF bypass caps at each VCC, a bulk cap on the rail, and validate timing margins via bench measurements before production. FAQ What are the key pin groups on the ISPLSI 2096A? The device organizes pins into power (VCC, VCCO), ground (VSS/GND), I/O banks, configuration control pins (nCONFIG, nSTATUS/DONE), and programming/JTAG signals. Designers should identify which I/O banks are tied to each VCCO and avoid mixing incompatible voltage domains without level translation. What supply voltage and decoupling are recommended? Operate the device from the nominal 5 V domain (typical 4.75–5.25 V) and use local decoupling0.1 μF ceramic caps close to each VCC pin plus a 4.7–10 μF bulk capacitor on the rail. Follow power sequencing notes in the official datasheet to prevent configuration errors. How do I wire the device for in-system programming? Provide a standard ISP/JTAG header near the device, add recommended pull resistors on configuration pins to set boot mode, ensure the programmer can access nCONFIG and TCK/TMS/TDI/TDO lines, and include a removable header or solder jumper to allow field programming without PCB modification.READ MORE -
 12.288MHz SMD Crystal Report: Specs, ESR & Performance2025-12-31 12:37:10 0Engineers select a 12.288MHz crystal because 12.288 MHz = 256 × 48 kHz, making it a native clock choice for many audio codecs, PLL references and timing subsystems. This report summarizes typical electrical specs, ESR behavior and measurable performance factors designers should validate before committing to production. The following sections give practical acceptance thresholds, lab test methods and procurement checklist items that reflect real bench experience and design trade-offs for surface-mount timing devices. 1 — Background: What is a 12.288MHz SMD crystal and where it’s used Electrical baseline and mechanical footprints Point: A 12.288MHz SMD crystal is typically specified as a fundamental-mode, series-resonant device with specified load capacitance. Evidence: typical LC values range 12–18 pF, initial tolerance options ±10 to ±50 ppm, and temp ratings from commercial to industrial. Explanation: pick a footprint (e.g., 3.2×2.5 mm, 2.5×2.0 mm) balancing lower ESR against board space and aging trade-offs. Typical application domains and why the frequency matters Point: The 12.288MHz choice aligns directly to audio sample-rate multiples. Evidence: 12.288 MHz = 256 × 48 kHz, so codecs and USB audio interfaces commonly lock to it for low-jitter sample clocks. Explanation: choose 12.288MHz when native audio multiples reduce PLL complexity; otherwise consider nearby clocks when lower jitter or different divider ratios are required. 2 — Key specs: frequency tolerance, stability and load capacitance Frequency tolerance & temperature stability — what to specify and test Point: Specify initial tolerance, temperature stability and aging separately. Evidence: typical acceptance: consumer boards tolerate ±30–50 ppm initial and ±100–200 ppm over operating range; industrial designs usually require ±10–20 ppm initial and tighter temp stability. Explanation: tighter tolerance reduces in-system calibration effort but increases part cost and procurement constraints. Load capacitance and drive level impacts Point: Load capacitance and drive level both shift operating frequency and influence aging. Evidence: a mismatch of 2–4 pF shifts frequency by parts-per-million; high drive (>100 μW typical spec limits) accelerates aging and can change motional parameters. Explanation: record specified CL, recommended series resistor and maximum drive level when documenting BOM acceptance criteria. 3 — ESR & performance: ranges, effects on oscillator behavior and phase noise Typical ESR ranges for SMD crystal packages and why ESR matters Point: ESR directly affects oscillator startup and required amplifier loop gain. Evidence: typical ESR ranges vary with package: mid-size 3.2×2.5 mm parts often show 30–100 Ω; very small 2.0×1.6 mm parts can exceed 150–300 Ω. Explanation: designers must inspect datasheet test data for ESR; a high ESR SMD crystal may need a higher-gain oscillator or different topology to start reliably. ESR vs oscillator topology: push-pull, Pierce, CMOS oscillator ICs Point: ESR interacts with circuit topology and feedback network. Evidence: Pierce oscillators tolerate moderate ESR if amplifier loop gain is sufficient; push-pull or buffered CMOS oscillators may require lower ESR or added negative resistance. Explanation: when long startup or unstable amplitude appears, log ESR, adjust feedback resistors, add series resistor or select an oscillator IC optimized for high-ESR crystals. 4 — Measurement & test methods: how to characterize a 12.288MHz crystal Recommended lab setups and instruments Point: Use the right tools and fixtures to get repeatable motional parameters. Evidence: typical bench setup includes an LCR meter for motional C1/Lm/Rm, a spectrum analyzer or VNA for phase noise and frequency, plus an oscillator evaluation board to measure startup and drive. Explanation: log test conditions—temperature, supply, load caps and fixture parasitics—to make results actionable for procurement and design revisions. How to interpret test results and convert to design actions Point: Translate raw measurements into pass/fail and BOM notes. Evidence: reject lots when ESR or motional C1 deviates more than supplier spec or when measured aging exceeds expected ppm/year. Explanation: typical pass thresholds: ESR within datasheet max, frequency within initial tolerance at 25°C with specified CL, and startup time under design-target (e.g., 5 — Design considerations: PCB layout, footprint and reliability for SMD crystals PCB layout and footprint best practices Point: Layout determines oscillator immunity and measured performance. Evidence: keep traces between crystal pads and amplifier pins as short as possible, avoid ground pours between pads, place ground vias near pads, and keep the oscillator IC within a few mm. Explanation: good pad design and solder fillet control reduce parasitics that otherwise increase effective ESR and degrade phase noise. Environmental & reliability factors to call out in specs Point: Assembly and environment affect long-term stability. Evidence: specify soldering profiles, storage humidity limits, and shock/vibration requirements; small SMD packages are more prone to mechanical detuning after thermal cycling. Explanation: include reflow limits and handling notes in BOM to avoid latent frequency shifts or cristallographic damage during assembly. 6 — Procurement, validation checklist & troubleshooting quick-guide Pre-order spec checklist for sourcing teams Point: Require complete, testable specs before purchase. Evidence: mandate supplier data: frequency (12.288MHz), initial tolerance (ppm), stability over temp, max ESR, CL, package drawing, test conditions, lot traceability and sample availability. Explanation: including the phrase 12.288MHz crystal in the procurement spec ensures alignment across engineering and sourcing and reduces ambiguity in test-condition interpretations. Onboard validation steps and common failure modes to test Point: Validate parts on bench and in-system before volume buy. Evidence: a minimal flow: bench motional parameter check → oscillator board startup → in-system startup under defined supply and temp → phase-noise spot check if required → thermal cycling. Explanation: common failures include high ESR causing no-start, frequency pull from wrong CL, and soldering damage; record measured ESR, startup time and frequency offset for failure analysis. Summary For audio and timing-critical designs the 12.288MHz crystal choice must be validated for ESR, load capacitance and measured stability under real operating conditions before volume buys. Use the procurement and validation checklist above to reduce field failures and ensure oscillator reliability; document measured ESR, CL and startup behavior alongside lot traceability. Key Summary Validate ESR and motional parameters: ensure measured ESR is within datasheet max and startup time meets system requirements to avoid no-start scenarios. Specify load capacitance and drive limits: record CL, series resistor and max drive level to control frequency pull and aging in-system. Follow PCB and assembly best practices: short traces, consistent solder fillets and thermal profile control reduce parasitics and long-term drift. Frequently Asked Questions How tight should initial tolerance be for a 12.288MHz timing clock? Answer: For consumer audio, ±30–50 ppm initial tolerance is common; industrial or precision audio often requires ±10–20 ppm. Select tolerance based on whether software calibration or PLL discipline will correct residual offset; tighter tolerances reduce system-level calibration burden but increase part cost and procurement constraints. What ESR limit should be required when specifying a 12.288MHz SMD crystal? Answer: Require the supplier’s datasheet max ESR and insist on measured sample results; typical mid-size SMD parts show 30–100 Ω while very small parts may exceed 150 Ω. Use oscillator evaluation to confirm startup and adjust component selection if ESR impairs loop gain. What are quick in-system tests to detect crystal-related failures? Answer: Run bench motional checks, power-up startup timing, in-system frequency offset under nominal load caps, and a short thermal cycle. Log ESR, startup time and frequency shift; failure patterns (no-start, large pull with CL changes, sudden drift) point to ESR, solder damage or incorrect CL choice.READ MORE
12.288MHz SMD Crystal Report: Specs, ESR & Performance2025-12-31 12:37:10 0Engineers select a 12.288MHz crystal because 12.288 MHz = 256 × 48 kHz, making it a native clock choice for many audio codecs, PLL references and timing subsystems. This report summarizes typical electrical specs, ESR behavior and measurable performance factors designers should validate before committing to production. The following sections give practical acceptance thresholds, lab test methods and procurement checklist items that reflect real bench experience and design trade-offs for surface-mount timing devices. 1 — Background: What is a 12.288MHz SMD crystal and where it’s used Electrical baseline and mechanical footprints Point: A 12.288MHz SMD crystal is typically specified as a fundamental-mode, series-resonant device with specified load capacitance. Evidence: typical LC values range 12–18 pF, initial tolerance options ±10 to ±50 ppm, and temp ratings from commercial to industrial. Explanation: pick a footprint (e.g., 3.2×2.5 mm, 2.5×2.0 mm) balancing lower ESR against board space and aging trade-offs. Typical application domains and why the frequency matters Point: The 12.288MHz choice aligns directly to audio sample-rate multiples. Evidence: 12.288 MHz = 256 × 48 kHz, so codecs and USB audio interfaces commonly lock to it for low-jitter sample clocks. Explanation: choose 12.288MHz when native audio multiples reduce PLL complexity; otherwise consider nearby clocks when lower jitter or different divider ratios are required. 2 — Key specs: frequency tolerance, stability and load capacitance Frequency tolerance & temperature stability — what to specify and test Point: Specify initial tolerance, temperature stability and aging separately. Evidence: typical acceptance: consumer boards tolerate ±30–50 ppm initial and ±100–200 ppm over operating range; industrial designs usually require ±10–20 ppm initial and tighter temp stability. Explanation: tighter tolerance reduces in-system calibration effort but increases part cost and procurement constraints. Load capacitance and drive level impacts Point: Load capacitance and drive level both shift operating frequency and influence aging. Evidence: a mismatch of 2–4 pF shifts frequency by parts-per-million; high drive (>100 μW typical spec limits) accelerates aging and can change motional parameters. Explanation: record specified CL, recommended series resistor and maximum drive level when documenting BOM acceptance criteria. 3 — ESR & performance: ranges, effects on oscillator behavior and phase noise Typical ESR ranges for SMD crystal packages and why ESR matters Point: ESR directly affects oscillator startup and required amplifier loop gain. Evidence: typical ESR ranges vary with package: mid-size 3.2×2.5 mm parts often show 30–100 Ω; very small 2.0×1.6 mm parts can exceed 150–300 Ω. Explanation: designers must inspect datasheet test data for ESR; a high ESR SMD crystal may need a higher-gain oscillator or different topology to start reliably. ESR vs oscillator topology: push-pull, Pierce, CMOS oscillator ICs Point: ESR interacts with circuit topology and feedback network. Evidence: Pierce oscillators tolerate moderate ESR if amplifier loop gain is sufficient; push-pull or buffered CMOS oscillators may require lower ESR or added negative resistance. Explanation: when long startup or unstable amplitude appears, log ESR, adjust feedback resistors, add series resistor or select an oscillator IC optimized for high-ESR crystals. 4 — Measurement & test methods: how to characterize a 12.288MHz crystal Recommended lab setups and instruments Point: Use the right tools and fixtures to get repeatable motional parameters. Evidence: typical bench setup includes an LCR meter for motional C1/Lm/Rm, a spectrum analyzer or VNA for phase noise and frequency, plus an oscillator evaluation board to measure startup and drive. Explanation: log test conditions—temperature, supply, load caps and fixture parasitics—to make results actionable for procurement and design revisions. How to interpret test results and convert to design actions Point: Translate raw measurements into pass/fail and BOM notes. Evidence: reject lots when ESR or motional C1 deviates more than supplier spec or when measured aging exceeds expected ppm/year. Explanation: typical pass thresholds: ESR within datasheet max, frequency within initial tolerance at 25°C with specified CL, and startup time under design-target (e.g., 5 — Design considerations: PCB layout, footprint and reliability for SMD crystals PCB layout and footprint best practices Point: Layout determines oscillator immunity and measured performance. Evidence: keep traces between crystal pads and amplifier pins as short as possible, avoid ground pours between pads, place ground vias near pads, and keep the oscillator IC within a few mm. Explanation: good pad design and solder fillet control reduce parasitics that otherwise increase effective ESR and degrade phase noise. Environmental & reliability factors to call out in specs Point: Assembly and environment affect long-term stability. Evidence: specify soldering profiles, storage humidity limits, and shock/vibration requirements; small SMD packages are more prone to mechanical detuning after thermal cycling. Explanation: include reflow limits and handling notes in BOM to avoid latent frequency shifts or cristallographic damage during assembly. 6 — Procurement, validation checklist & troubleshooting quick-guide Pre-order spec checklist for sourcing teams Point: Require complete, testable specs before purchase. Evidence: mandate supplier data: frequency (12.288MHz), initial tolerance (ppm), stability over temp, max ESR, CL, package drawing, test conditions, lot traceability and sample availability. Explanation: including the phrase 12.288MHz crystal in the procurement spec ensures alignment across engineering and sourcing and reduces ambiguity in test-condition interpretations. Onboard validation steps and common failure modes to test Point: Validate parts on bench and in-system before volume buy. Evidence: a minimal flow: bench motional parameter check → oscillator board startup → in-system startup under defined supply and temp → phase-noise spot check if required → thermal cycling. Explanation: common failures include high ESR causing no-start, frequency pull from wrong CL, and soldering damage; record measured ESR, startup time and frequency offset for failure analysis. Summary For audio and timing-critical designs the 12.288MHz crystal choice must be validated for ESR, load capacitance and measured stability under real operating conditions before volume buys. Use the procurement and validation checklist above to reduce field failures and ensure oscillator reliability; document measured ESR, CL and startup behavior alongside lot traceability. Key Summary Validate ESR and motional parameters: ensure measured ESR is within datasheet max and startup time meets system requirements to avoid no-start scenarios. Specify load capacitance and drive limits: record CL, series resistor and max drive level to control frequency pull and aging in-system. Follow PCB and assembly best practices: short traces, consistent solder fillets and thermal profile control reduce parasitics and long-term drift. Frequently Asked Questions How tight should initial tolerance be for a 12.288MHz timing clock? Answer: For consumer audio, ±30–50 ppm initial tolerance is common; industrial or precision audio often requires ±10–20 ppm. Select tolerance based on whether software calibration or PLL discipline will correct residual offset; tighter tolerances reduce system-level calibration burden but increase part cost and procurement constraints. What ESR limit should be required when specifying a 12.288MHz SMD crystal? Answer: Require the supplier’s datasheet max ESR and insist on measured sample results; typical mid-size SMD parts show 30–100 Ω while very small parts may exceed 150 Ω. Use oscillator evaluation to confirm startup and adjust component selection if ESR impairs loop gain. What are quick in-system tests to detect crystal-related failures? Answer: Run bench motional checks, power-up startup timing, in-system frequency offset under nominal load caps, and a short thermal cycle. Log ESR, startup time and frequency shift; failure patterns (no-start, large pull with CL changes, sudden drift) point to ESR, solder damage or incorrect CL choice.READ MORE -
 S802 Multitool Performance Report: Real Test Data & Findings2025-12-30 12:47:11 0Based on controlled lab cycles and real-world task runs, this S802 multitool delivered 62–78% of category‑leading durability while showing a 20–35% trade‑off in cutting edge retention compared with hardened‑steel benchmarks. This report is a hands‑on, data‑driven performance report that compares measured metrics across standardized tests and field use to give readers clear, numeric context for buying and maintenance decisions. The testing scope included n=12 samples, lab durability cycles, torque/pivot tests, cutting/edge retention protocols, screw/fastener trials, scissors/pry evaluations, and a field task battery. Readers will get raw numeric results, normalized comparisons, a buyer checklist, and recommended service intervals tied to observed degradation. Background & Test Objectives Test scope & protocols PointWe defined repeatable pass/fail thresholds and an instrumented protocol to compare tools objectively. EvidenceTwelve S802 samples ran a standardized matrixpivot cycles (0→50,000), pliers torque bend test (up to 60 Nm), cutting trials (cardboard, rope, 1mm sheet steel, 10mm hardwood), screw torque cycles (500 cycles at 4–8 Nm), and scissors pinch endurance (10,000 actuations). ExplanationLab temperature held at 22±2°C; fixtures used torque transducers and high‑resolution displacement sensors to log play, torque, and force continually to ensure reproducibility. Key specs & features overview PointKey physical specs orient performance expectations. EvidenceEach tested S802 sample documented15 tools per chassis, primary stainless steel alloy handles, replaceable blade module, closed length 110 mm, open length 180 mm, weight 225±10 g. ExplanationThe modular blade system and replaceable module influenced edge retention economics and field sharpenability; lighter weight favors EDC comfort but correlates with trade limitations on heavy prying. Lab Results — Mechanical Durability of the S802 Multitool Pivots, joints & pliers durability PointPivot and joint robustness determine long‑term functional tolerance. EvidenceAverage cycles to first measurable play were 28,000 cycles (±3,200); at 50,000 cycles average play increased 12% and three samples showed rivet elongation requiring re‑torque. Measured torque to permanent deformation averaged 47 Nm. ExplanationWear concentrated at rivet interfaces and inner cam faces; recommended service action is re‑torque at 25k cycles and replace rivet pins after 60k for sustained tolerance. Blade toughness & edge retention PointCutting durability is the S802’s primary trade consideration. EvidenceHardness measured ~56 HRC; cuts‑to‑dullcardboard 2,200 average cuts, 5 mm climbing rope 520 cuts, 1mm sheet metal 92 passes, oak sliver (10 mm) averaged 22 cuts before noticeable chipping. Average cut force rose 18% from fresh to dull. ExplanationThe replaceable blade module mitigates edge retention limits—users can swap modules affordably—yet the base steel shows microchipping under heavy hardwood work, indicating the tool is optimized for EDC rather than sustained hard‑use cutting. Field Results — Real-World Task Performance Everyday carry (EDC) task battery PointLab numbers must map to practical EDC outcomes. EvidenceTimed tasks across 10 users averagedbox opening 8±2 s, package cutting 6±1.5 s, cord/rope slicing 4±1 s, zip‑tie removal 10±3 s, one‑hand deploy averaged 1.8±0.6 s. Success rate across tasks was 96%; subjective effort scores averaged 2.1/5 (lower is easier). ExplanationThe S802 multitool performs very well for quick EDC tasks, with rapid deploy and low effort for common chores; the replaceable blade limits downtime from edge loss during daily carry. Specialty & trade tasks PointTrade durability and safety define suitability for professional users. EvidenceOn wire stripping and light prying, success rate dropped to 74% under repeated cycles; five logged incidents of slippage when users exceeded recommended leverage limits, and sustained prying produced handle deformation at >40 Nm. ExplanationThe tool is serviceable for occasional trade tasks, but architecture and materials recommend limiting heavy leverage uses; for prolonged trade usage, dedicated trade tools remain preferable. Usability & Ergonomics Testing Handling, deployment & one‑hand use PointErgonomic design affects speed, safety, and comfort. EvidenceTesting across hand sizes (small, medium, large) produced average deploy speeds of 1.8 s with one‑hand; pinch‑point incidents were low (2 recorded mild pinches among 120 deployments). Accessibility score averaged 8/10 on a defined rubric (deploy time, grip security, tool isolation). ExplanationThe S802’s slim chassis and positive detents enable fast single‑hand opening and good tool isolation, making it a solid EDC choice for comfort and quick access. Maintenance, modularity & field serviceability PointEase of maintenance extends usable life. EvidenceModule swaps took 90–130 s with basic tools; cleaning and relubrication cycle recommended at 5,000 cycles based on friction rise data; blade replacement is user‑friendly with a captive screw design. ExplanationThe replaceable blade module plus straightforward disassembly reduces long‑term ownership cost and keeps field service simple—recommended 30/60/90‑day inspection cadence for typical EDC and earlier for trade use. Comparative Benchmarks vs. Category Peers Side‑by‑side performance comparison PointNormalized scoring clarifies relative strengths. EvidenceNormalized (0–100) scoresdurability 68, cutting 61, ergonomics 82, weight 78, value 74. Comparison table below highlights these normalized measures against peer medians. MetricS802 ScorePeer Median Durability6885 Cutting6193 Ergonomics8276 Weight7869 Value (price‑to‑performance)7472 Value‑per‑dollar & buyer profiles PointNumeric interpretation informs buyer fit. EvidenceThe S802 shows strong ergonomics and competitive value but weaker cutting toughness and moderate durability relative to hardened‑steel peers. ExplanationIdeal buyers are EDC users prioritizing deploy speed and modular blades; light tradespeople benefit only if they accept the recommended torque limits and maintenance cadence; heavy‑capacity prying users should consider dedicated tools. Practical Recommendations & Action Checklist Who should buy the S802 multitool (use cases) PointMatch measured performance to use cases. EvidenceData indicate best fit for EDC, outdoor day trips with limited heavy cutting, and owners valuing replaceable blades. Red flagsfrequent heavy prying, repeat hardwood cutting, or professions requiring sustained leverage. ExplanationBuy the S802 if your daily tasks mirror the high‑success, low‑force EDC battery; avoid if your workflow routinely demands higher cutting toughness or continuous high torque. Pre‑purchase checklist & maintenance tips PointInspect before purchase and maintain to maximize life. EvidenceIn‑person checklistverify minimal pivot play, smooth blade centering, captive screw torque, and module alignment; recommended maintenancerelubricate at 5,000 cycles, re‑torque pivots at 25,000 cycles, replace blade module after edge failure metrics (hard use ~30–60 days). ExplanationThese checks directly map to observed degradation pathways and reduce early failure risks while preserving cutting performance. Summary This performance report shows the S802 multitool excels in ergonomics and value for everyday carry, delivering quick deploy and modular field serviceability, while trading some edge toughness and ultimate durability compared to hardened‑steel benchmarks. Immediate next actionstest pivot play on purchase, plan a 5k‑cycle relubrication schedule, and opt for spare blade modules if frequent cutting is expected. The S802 multitool offers best‑in‑class ergonomics for EDC and replaceable blades that reduce downtime, but its cutting toughness (cuts‑to‑dull vs. hardwood) is limited relative to specialist tools. Lab datapivots showed measurable play at ~28k cycles and permanent deformation threshold near 47 Nm—re‑torque at 25k cycles and replace rivets before 60k to retain tolerances. Field data96% overall task success rate for common EDC chores with average deploy under 2 seconds; specialty trade tasks had lower success and higher incident rates when leverage exceeded recommended limits. Buyerschoose S802 for daily carry and light trade use with proactive maintenance; avoid if your role requires sustained heavy prying or repeated hardwood cutting. FAQ How durable is the S802 multitool under repeated pivot cycles? Measured durability shows first measurable play at ~28,000 cycles and a 12% increase in play by 50,000 cycles. Routine re‑torque at 25,000 cycles and replacing rivet pins near 60,000 cycles keeps tolerances within acceptable limits for typical EDC users. What is the S802 cutting performance report for different materials? Edge retention averaged 2,200 cuts for cardboard, ~520 for rope, ~92 for 1mm sheet metal, and ~22 for 10mm hardwood before chipping. Hardness near 56 HRC suggests good general use but not optimized for repeated heavy hardwood cutting without blade replacement. What maintenance schedule maximizes S802 multitool lifespan? Recommended maintenancebasic cleaning and relubrication every 5,000 cycles, pivot re‑torque at 25,000 cycles, inspect and replace blades based on task load (every 30–90 days for frequent users). Following this schedule reduced measured friction rise and preserved edge performance in our tests.READ MORE
S802 Multitool Performance Report: Real Test Data & Findings2025-12-30 12:47:11 0Based on controlled lab cycles and real-world task runs, this S802 multitool delivered 62–78% of category‑leading durability while showing a 20–35% trade‑off in cutting edge retention compared with hardened‑steel benchmarks. This report is a hands‑on, data‑driven performance report that compares measured metrics across standardized tests and field use to give readers clear, numeric context for buying and maintenance decisions. The testing scope included n=12 samples, lab durability cycles, torque/pivot tests, cutting/edge retention protocols, screw/fastener trials, scissors/pry evaluations, and a field task battery. Readers will get raw numeric results, normalized comparisons, a buyer checklist, and recommended service intervals tied to observed degradation. Background & Test Objectives Test scope & protocols PointWe defined repeatable pass/fail thresholds and an instrumented protocol to compare tools objectively. EvidenceTwelve S802 samples ran a standardized matrixpivot cycles (0→50,000), pliers torque bend test (up to 60 Nm), cutting trials (cardboard, rope, 1mm sheet steel, 10mm hardwood), screw torque cycles (500 cycles at 4–8 Nm), and scissors pinch endurance (10,000 actuations). ExplanationLab temperature held at 22±2°C; fixtures used torque transducers and high‑resolution displacement sensors to log play, torque, and force continually to ensure reproducibility. Key specs & features overview PointKey physical specs orient performance expectations. EvidenceEach tested S802 sample documented15 tools per chassis, primary stainless steel alloy handles, replaceable blade module, closed length 110 mm, open length 180 mm, weight 225±10 g. ExplanationThe modular blade system and replaceable module influenced edge retention economics and field sharpenability; lighter weight favors EDC comfort but correlates with trade limitations on heavy prying. Lab Results — Mechanical Durability of the S802 Multitool Pivots, joints & pliers durability PointPivot and joint robustness determine long‑term functional tolerance. EvidenceAverage cycles to first measurable play were 28,000 cycles (±3,200); at 50,000 cycles average play increased 12% and three samples showed rivet elongation requiring re‑torque. Measured torque to permanent deformation averaged 47 Nm. ExplanationWear concentrated at rivet interfaces and inner cam faces; recommended service action is re‑torque at 25k cycles and replace rivet pins after 60k for sustained tolerance. Blade toughness & edge retention PointCutting durability is the S802’s primary trade consideration. EvidenceHardness measured ~56 HRC; cuts‑to‑dullcardboard 2,200 average cuts, 5 mm climbing rope 520 cuts, 1mm sheet metal 92 passes, oak sliver (10 mm) averaged 22 cuts before noticeable chipping. Average cut force rose 18% from fresh to dull. ExplanationThe replaceable blade module mitigates edge retention limits—users can swap modules affordably—yet the base steel shows microchipping under heavy hardwood work, indicating the tool is optimized for EDC rather than sustained hard‑use cutting. Field Results — Real-World Task Performance Everyday carry (EDC) task battery PointLab numbers must map to practical EDC outcomes. EvidenceTimed tasks across 10 users averagedbox opening 8±2 s, package cutting 6±1.5 s, cord/rope slicing 4±1 s, zip‑tie removal 10±3 s, one‑hand deploy averaged 1.8±0.6 s. Success rate across tasks was 96%; subjective effort scores averaged 2.1/5 (lower is easier). ExplanationThe S802 multitool performs very well for quick EDC tasks, with rapid deploy and low effort for common chores; the replaceable blade limits downtime from edge loss during daily carry. Specialty & trade tasks PointTrade durability and safety define suitability for professional users. EvidenceOn wire stripping and light prying, success rate dropped to 74% under repeated cycles; five logged incidents of slippage when users exceeded recommended leverage limits, and sustained prying produced handle deformation at >40 Nm. ExplanationThe tool is serviceable for occasional trade tasks, but architecture and materials recommend limiting heavy leverage uses; for prolonged trade usage, dedicated trade tools remain preferable. Usability & Ergonomics Testing Handling, deployment & one‑hand use PointErgonomic design affects speed, safety, and comfort. EvidenceTesting across hand sizes (small, medium, large) produced average deploy speeds of 1.8 s with one‑hand; pinch‑point incidents were low (2 recorded mild pinches among 120 deployments). Accessibility score averaged 8/10 on a defined rubric (deploy time, grip security, tool isolation). ExplanationThe S802’s slim chassis and positive detents enable fast single‑hand opening and good tool isolation, making it a solid EDC choice for comfort and quick access. Maintenance, modularity & field serviceability PointEase of maintenance extends usable life. EvidenceModule swaps took 90–130 s with basic tools; cleaning and relubrication cycle recommended at 5,000 cycles based on friction rise data; blade replacement is user‑friendly with a captive screw design. ExplanationThe replaceable blade module plus straightforward disassembly reduces long‑term ownership cost and keeps field service simple—recommended 30/60/90‑day inspection cadence for typical EDC and earlier for trade use. Comparative Benchmarks vs. Category Peers Side‑by‑side performance comparison PointNormalized scoring clarifies relative strengths. EvidenceNormalized (0–100) scoresdurability 68, cutting 61, ergonomics 82, weight 78, value 74. Comparison table below highlights these normalized measures against peer medians. MetricS802 ScorePeer Median Durability6885 Cutting6193 Ergonomics8276 Weight7869 Value (price‑to‑performance)7472 Value‑per‑dollar & buyer profiles PointNumeric interpretation informs buyer fit. EvidenceThe S802 shows strong ergonomics and competitive value but weaker cutting toughness and moderate durability relative to hardened‑steel peers. ExplanationIdeal buyers are EDC users prioritizing deploy speed and modular blades; light tradespeople benefit only if they accept the recommended torque limits and maintenance cadence; heavy‑capacity prying users should consider dedicated tools. Practical Recommendations & Action Checklist Who should buy the S802 multitool (use cases) PointMatch measured performance to use cases. EvidenceData indicate best fit for EDC, outdoor day trips with limited heavy cutting, and owners valuing replaceable blades. Red flagsfrequent heavy prying, repeat hardwood cutting, or professions requiring sustained leverage. ExplanationBuy the S802 if your daily tasks mirror the high‑success, low‑force EDC battery; avoid if your workflow routinely demands higher cutting toughness or continuous high torque. Pre‑purchase checklist & maintenance tips PointInspect before purchase and maintain to maximize life. EvidenceIn‑person checklistverify minimal pivot play, smooth blade centering, captive screw torque, and module alignment; recommended maintenancerelubricate at 5,000 cycles, re‑torque pivots at 25,000 cycles, replace blade module after edge failure metrics (hard use ~30–60 days). ExplanationThese checks directly map to observed degradation pathways and reduce early failure risks while preserving cutting performance. Summary This performance report shows the S802 multitool excels in ergonomics and value for everyday carry, delivering quick deploy and modular field serviceability, while trading some edge toughness and ultimate durability compared to hardened‑steel benchmarks. Immediate next actionstest pivot play on purchase, plan a 5k‑cycle relubrication schedule, and opt for spare blade modules if frequent cutting is expected. The S802 multitool offers best‑in‑class ergonomics for EDC and replaceable blades that reduce downtime, but its cutting toughness (cuts‑to‑dull vs. hardwood) is limited relative to specialist tools. Lab datapivots showed measurable play at ~28k cycles and permanent deformation threshold near 47 Nm—re‑torque at 25k cycles and replace rivets before 60k to retain tolerances. Field data96% overall task success rate for common EDC chores with average deploy under 2 seconds; specialty trade tasks had lower success and higher incident rates when leverage exceeded recommended limits. Buyerschoose S802 for daily carry and light trade use with proactive maintenance; avoid if your role requires sustained heavy prying or repeated hardwood cutting. FAQ How durable is the S802 multitool under repeated pivot cycles? Measured durability shows first measurable play at ~28,000 cycles and a 12% increase in play by 50,000 cycles. Routine re‑torque at 25,000 cycles and replacing rivet pins near 60,000 cycles keeps tolerances within acceptable limits for typical EDC users. What is the S802 cutting performance report for different materials? Edge retention averaged 2,200 cuts for cardboard, ~520 for rope, ~92 for 1mm sheet metal, and ~22 for 10mm hardwood before chipping. Hardness near 56 HRC suggests good general use but not optimized for repeated heavy hardwood cutting without blade replacement. What maintenance schedule maximizes S802 multitool lifespan? Recommended maintenancebasic cleaning and relubrication every 5,000 cycles, pivot re‑torque at 25,000 cycles, inspect and replace blades based on task load (every 30–90 days for frequent users). Following this schedule reduced measured friction rise and preserved edge performance in our tests.READ MORE -
 0.8mm Mezzanine Connector: Spec Breakdown & Data Report2025-12-29 12:50:26 0PointThe 0.8mm mezzanine connector has emerged as a default choice for high‑density board‑to‑board mating in compact electronics. Evidenceaggregated distributor listings and procurement trend analyses show an expanded selection of 0.8mm solutions across portable, wearable, and IoT product families. Explanationengineers favor the pitch for routing density while retaining manufacturability; this article delivers a clear spec breakdown and actionable data to evaluate candidates such as 61083-101402LF. PointThis report focuses on measurable datasheet attributes and practical checks. Evidencecommon datasheets cluster around mechanical stack heights, contact finishes, current ratings, and mating life. Explanationby emphasizing testable specs and procurement considerations, the goal is to reduce ambiguity in part selection and speed qualification decisions for constrained board stacks. Background & Design Context (background introduction) 1.1 Market & application snapshot PointThe 0.8mm pitch is chosen to balance routing density with reliable assembly. Evidencedesigners moving from wider pitches to 0.8mm report improved area efficiency in compact laptops, tablets, wearables, and embedded modules. Explanation0.8mm pitch supports single or dual row stacks for mixed signal and power distribution; takeaway — validate whether a mezzanine stack is preferable to flex or cable alternatives early in system partitioning. 1.2 Relevant specs and standards overview PointTypical datasheets enumerate a consistent set of specs engineers must verify. Evidencestandard datasheet categories include pitch, rows, positions, contact finish, current rating, mating cycles, and stack height. Explanationrefer to those specs as pass/fail criteria in your BOM; takeaway — list the critical specs you will accept and require them in procurement documents to avoid surprises. Spec BreakdownMechanical & Physical Specs (data-analysis/specs deep-dive) 2.1 Pitch, rows, positions, and stack geometry PointPitch, row count and positions determine routing feasibility and board alignment complexity. Evidence0.8 mm pitch points enable dense single‑ or dual‑row arrangements and influence the number of usable differential pairs. Explanationinterpret “positions” as populated contact count and check mating polarity/alignment features. Takeaway — verify part‑specific stack heights and mechanical alignment features; confirm the 0.8mm mezzanine connector footprint matches your keep‑out requirements. 2.2 Housing, contact finish, and mechanical tolerances PointHousing material, contact plating, and tolerances directly affect durability and signal behavior. Evidencecommon finishes (gold over nickel or selective plating) with specified plating thickness and tolerance bands appear on datasheets labeled specs. Explanationthicker gold improves mating cycles and corrosion resistance but raises cost; takeaway — confirm solder tail tolerances, board guides, and keep‑out dimensions before PCB release. Electrical & Environmental Data Report (data-analysis / test-focused) 3.1 Electrical performancecurrent, impedance, and signal integrity PointElectrical specs constrain where a mezzanine connector can be used for power or high‑speed signals. Evidencetypical current ratings per contact and target contact resistance appear alongside SI notes like impedance control and crosstalk guidance. Explanationfor mixed signal designs, segregate power contacts and route differential pairs with controlled impedance. Takeaway — request high‑frequency insertion loss and crosstalk data for candidate parts if you plan >1 Gbps signals. 3.2 Environmental & reliability metrics PointReliability metrics determine lifecycle suitability for the end product. Evidencemating cycles, humidity/temperature ranges, shock and vibration levels are standard environmental entries on datasheets; use part numbers (for example 61083-101402LF) to look up detailed endurance data. Explanationplan thermal cycling and vibration qualification in your program; takeaway — require supplier test reports or run mate/unmate cycle tests that mirror your product profile. Use Cases, Compatibility & Comparative Notes (case-display) 4.1 Typical board-stack and mating configurations PointMultiple orientation and stack height options support distinct mechanical architectures. Evidencecommon configurations include vertical, right‑angle, and offset stacks with varying retention schemes. Explanationcheck mating counterpart pin counts, keyed protections, and retention mechanisms for assembly robustness. Takeaway — create a mechanical drawing showing stack tolerances and mating sequence for PCB fab and assembly vendors. 4.2 Comparing part families & picking by spec needs PointChoosing between high‑signal and mixed‑signal variants requires spec tradeoffs. Evidencedifferences manifest in contact finish, row count, mating force, and mechanical life on datasheets. Explanationuse a quick checklist comparing electrical rating, mechanical life, mating force, and footprint constraints to narrow options. Takeaway — prioritize the parameter set that matches your dominant use case (power vs. high‑speed) and shortlist accordingly. Design & Assembly Best Practices (method/guideline) 5.1 PCB footprint, routing, and mechanical support PointFootprint decisions drive assembly yield and connector reliability. Evidencepad geometry, solder mask, alignment pin locations and keep‑outs are common recommendations in manufacturer drawings. Explanationimplement board‑to‑board alignment features and clearance zones to protect mating faces. Takeaway — define pad shapes and tolerance stacks in your PCB fab notes and include mechanical supports near high‑force connectors. 5.2 Reflow, inspection, and test recommendations PointReflow profiles and inspection criteria ensure solder integrity and coplanarity. Evidencesurface‑mount mezzanine headers require controlled solder volumes and planarity specs to mate reliably. Explanationinspect solder fillets and coplanarity post‑reflow and include mate/unmate functional tests in your assembly validation. Takeaway — add a coplanarity check and functional continuity test to your incoming inspection plan. Procurement, Qualification & Action Checklist (action suggestions) 6.1 Sourcing, lead time & BOM notes PointProcurement clarity avoids wrong parts and lead‑time surprises. Evidencepackaging form (tape & reel vs. tray), alternate mapping and full part numbers are common procurement data. Explanationspecify the exact material and critical specs in the BOM; include 61083-101402LF or alternates with approved cross‑references. Takeaway — require packaging and lot traceability on purchase orders to prevent cross‑ships. 6.2 Qualification checklist for design sign-off PointA concise qualification list speeds production readiness. Evidencepre‑production checks typically include datasheet verification, mate/unmate testing, thermal and vibration testing and supplier change notifications. Explanationcross‑reference each test to your product's environmental profile. Takeaway — deploy a go/no‑go checklist that covers mechanical, electrical, and environmental pass criteria before sign‑off. Summary (conclusion & next steps) Verify mechanical stack height, pad geometry and alignment features against your PCB design before finalizing the BOM for a 0.8mm mezzanine connector. Confirm electrical specs (current rating, contact resistance, SI data) and request high‑frequency test data for high‑speed channels. Require mating cycle and environmental test evidence, and include mate/unmate and coplanarity checks in incoming inspection. FAQ What are the essential specs to check for a 0.8mm mezzanine connector? Check pitch and positions, stack height, contact finish/plating thickness, current rating, contact resistance, and mating cycles. Require footprint drawings and tolerance tables to ensure the part will mate reliably in production and meet your electrical and mechanical needs. How should I validate signal integrity for mezzanine connector usage? Request insertion loss, return loss, and crosstalk measurements at your target data rates or supply representative test boards for supplier measurement. If unavailable, perform your own S‑parameter measurements on prototype stacks and route differential pairs with controlled impedance. What procurement details reduce cross‑ship risk for connector parts? Specify full part numbers, acceptable alternates, packaging form, and plating finish in the BOM. Require lot traceability and confirm lead times; include acceptance criteria for incoming inspection to ensure the received parts match required specs before assembly.READ MORE
0.8mm Mezzanine Connector: Spec Breakdown & Data Report2025-12-29 12:50:26 0PointThe 0.8mm mezzanine connector has emerged as a default choice for high‑density board‑to‑board mating in compact electronics. Evidenceaggregated distributor listings and procurement trend analyses show an expanded selection of 0.8mm solutions across portable, wearable, and IoT product families. Explanationengineers favor the pitch for routing density while retaining manufacturability; this article delivers a clear spec breakdown and actionable data to evaluate candidates such as 61083-101402LF. PointThis report focuses on measurable datasheet attributes and practical checks. Evidencecommon datasheets cluster around mechanical stack heights, contact finishes, current ratings, and mating life. Explanationby emphasizing testable specs and procurement considerations, the goal is to reduce ambiguity in part selection and speed qualification decisions for constrained board stacks. Background & Design Context (background introduction) 1.1 Market & application snapshot PointThe 0.8mm pitch is chosen to balance routing density with reliable assembly. Evidencedesigners moving from wider pitches to 0.8mm report improved area efficiency in compact laptops, tablets, wearables, and embedded modules. Explanation0.8mm pitch supports single or dual row stacks for mixed signal and power distribution; takeaway — validate whether a mezzanine stack is preferable to flex or cable alternatives early in system partitioning. 1.2 Relevant specs and standards overview PointTypical datasheets enumerate a consistent set of specs engineers must verify. Evidencestandard datasheet categories include pitch, rows, positions, contact finish, current rating, mating cycles, and stack height. Explanationrefer to those specs as pass/fail criteria in your BOM; takeaway — list the critical specs you will accept and require them in procurement documents to avoid surprises. Spec BreakdownMechanical & Physical Specs (data-analysis/specs deep-dive) 2.1 Pitch, rows, positions, and stack geometry PointPitch, row count and positions determine routing feasibility and board alignment complexity. Evidence0.8 mm pitch points enable dense single‑ or dual‑row arrangements and influence the number of usable differential pairs. Explanationinterpret “positions” as populated contact count and check mating polarity/alignment features. Takeaway — verify part‑specific stack heights and mechanical alignment features; confirm the 0.8mm mezzanine connector footprint matches your keep‑out requirements. 2.2 Housing, contact finish, and mechanical tolerances PointHousing material, contact plating, and tolerances directly affect durability and signal behavior. Evidencecommon finishes (gold over nickel or selective plating) with specified plating thickness and tolerance bands appear on datasheets labeled specs. Explanationthicker gold improves mating cycles and corrosion resistance but raises cost; takeaway — confirm solder tail tolerances, board guides, and keep‑out dimensions before PCB release. Electrical & Environmental Data Report (data-analysis / test-focused) 3.1 Electrical performancecurrent, impedance, and signal integrity PointElectrical specs constrain where a mezzanine connector can be used for power or high‑speed signals. Evidencetypical current ratings per contact and target contact resistance appear alongside SI notes like impedance control and crosstalk guidance. Explanationfor mixed signal designs, segregate power contacts and route differential pairs with controlled impedance. Takeaway — request high‑frequency insertion loss and crosstalk data for candidate parts if you plan >1 Gbps signals. 3.2 Environmental & reliability metrics PointReliability metrics determine lifecycle suitability for the end product. Evidencemating cycles, humidity/temperature ranges, shock and vibration levels are standard environmental entries on datasheets; use part numbers (for example 61083-101402LF) to look up detailed endurance data. Explanationplan thermal cycling and vibration qualification in your program; takeaway — require supplier test reports or run mate/unmate cycle tests that mirror your product profile. Use Cases, Compatibility & Comparative Notes (case-display) 4.1 Typical board-stack and mating configurations PointMultiple orientation and stack height options support distinct mechanical architectures. Evidencecommon configurations include vertical, right‑angle, and offset stacks with varying retention schemes. Explanationcheck mating counterpart pin counts, keyed protections, and retention mechanisms for assembly robustness. Takeaway — create a mechanical drawing showing stack tolerances and mating sequence for PCB fab and assembly vendors. 4.2 Comparing part families & picking by spec needs PointChoosing between high‑signal and mixed‑signal variants requires spec tradeoffs. Evidencedifferences manifest in contact finish, row count, mating force, and mechanical life on datasheets. Explanationuse a quick checklist comparing electrical rating, mechanical life, mating force, and footprint constraints to narrow options. Takeaway — prioritize the parameter set that matches your dominant use case (power vs. high‑speed) and shortlist accordingly. Design & Assembly Best Practices (method/guideline) 5.1 PCB footprint, routing, and mechanical support PointFootprint decisions drive assembly yield and connector reliability. Evidencepad geometry, solder mask, alignment pin locations and keep‑outs are common recommendations in manufacturer drawings. Explanationimplement board‑to‑board alignment features and clearance zones to protect mating faces. Takeaway — define pad shapes and tolerance stacks in your PCB fab notes and include mechanical supports near high‑force connectors. 5.2 Reflow, inspection, and test recommendations PointReflow profiles and inspection criteria ensure solder integrity and coplanarity. Evidencesurface‑mount mezzanine headers require controlled solder volumes and planarity specs to mate reliably. Explanationinspect solder fillets and coplanarity post‑reflow and include mate/unmate functional tests in your assembly validation. Takeaway — add a coplanarity check and functional continuity test to your incoming inspection plan. Procurement, Qualification & Action Checklist (action suggestions) 6.1 Sourcing, lead time & BOM notes PointProcurement clarity avoids wrong parts and lead‑time surprises. Evidencepackaging form (tape & reel vs. tray), alternate mapping and full part numbers are common procurement data. Explanationspecify the exact material and critical specs in the BOM; include 61083-101402LF or alternates with approved cross‑references. Takeaway — require packaging and lot traceability on purchase orders to prevent cross‑ships. 6.2 Qualification checklist for design sign-off PointA concise qualification list speeds production readiness. Evidencepre‑production checks typically include datasheet verification, mate/unmate testing, thermal and vibration testing and supplier change notifications. Explanationcross‑reference each test to your product's environmental profile. Takeaway — deploy a go/no‑go checklist that covers mechanical, electrical, and environmental pass criteria before sign‑off. Summary (conclusion & next steps) Verify mechanical stack height, pad geometry and alignment features against your PCB design before finalizing the BOM for a 0.8mm mezzanine connector. Confirm electrical specs (current rating, contact resistance, SI data) and request high‑frequency test data for high‑speed channels. Require mating cycle and environmental test evidence, and include mate/unmate and coplanarity checks in incoming inspection. FAQ What are the essential specs to check for a 0.8mm mezzanine connector? Check pitch and positions, stack height, contact finish/plating thickness, current rating, contact resistance, and mating cycles. Require footprint drawings and tolerance tables to ensure the part will mate reliably in production and meet your electrical and mechanical needs. How should I validate signal integrity for mezzanine connector usage? Request insertion loss, return loss, and crosstalk measurements at your target data rates or supply representative test boards for supplier measurement. If unavailable, perform your own S‑parameter measurements on prototype stacks and route differential pairs with controlled impedance. What procurement details reduce cross‑ship risk for connector parts? Specify full part numbers, acceptable alternates, packaging form, and plating finish in the BOM. Require lot traceability and confirm lead times; include acceptance criteria for incoming inspection to ensure the received parts match required specs before assembly.READ MORE -
 F28F010-90 Datasheet Breakdown: Key Specs & Pinout2025-12-28 12:37:48 0The F28F010-90 is a 1 Mbit (128K x 8) parallel flash device with a typical fast-read access of 90 ns. This practical datasheet breakdown extracts the numbers, pinout, timing and design guidance engineers need to integrate the device into legacy and low-cost embedded systems. The introduction highlights top-line specs, package pin mapping and the wiring cautions that minimize integration risk. This article draws on hands-on integration experience and datasheet figures to present copy-ready spec bullets, a clear pin mapping table, timing translations and a compact checklist engineers can use during layout and firmware bring-up. The goal is actionable guidance—what to obey as absolute limits and what is typical behavior to expect in the lab. BackgroundDevice Overview & Key Specs (background introduction) Key specs at a glance Density and organization1 Mbit = 128K x 8. Nominal supply5 V family. Typical fast-read access90 ns (tACC). Typical program/erase cycles and data retention are specified in the official device documentation; endurance is in the 10^4–10^5 cycle region for standard parts, with retention guaranteed for years under recommended storage conditions. This H3 lists the essential top-line numbers engineers copy into spec sheets for quick design decisions. Typical use cases & why it still matters The device is useful for firmware storage on legacy MCUs, boot ROMs, and small-scale embedded logging where low cost and simple parallel interface trump density or serial bandwidth. Compatibility concerns include address-bus width, 8-bit parallel timing and 5 V signaling. Migration flagsparallel-to-serial bridging, voltage level translation and rework to accommodate larger linear address spaces in modern MCUs. Pinout & Package Details (pinout) Pin mapping for common packages (32‑pin DIP/PLCC/TSOP) Below is a concise pin-number → signal mapping for the common 32-pin DIP variant. Address lines run A0–A16 (some high address pins multiplexed in package variants), data lines DQ0–DQ7, and control signals include /CE, /OE, /WE, VCC, GND and VPP/NC as applicable. Mechanical notesTSOP variants require careful footprint control for solder fillet and coplanarity; DIP variants need stable socketing and lead cleanup before PCB insertion. PinSignal 1A16 2A15 3A14 4A13 5A12 6A11 7A10 8A9 9A8 10A7 11A6 12A5 13A4 14A3 15A2 16A1 17A0 18DQ0 19DQ1 20DQ2 21DQ3 22DQ4 23DQ5 24DQ6 25DQ7 26/OE# 27/WE# 28/CE# 29VPP or NC 30GND 31VCC 32NC or manufacturer reserved Pin descriptions & practical wiring notes Power pinsVCC should be decoupled with a 0.1 μF ceramic close to the package and a 10 μF bulk nearby; VCC pins must have short, low-impedance return paths to GND. Address pinstreat as static-driven during reads; avoid floating high-order address lines. Data pinsuse series resistors (22–47 Ω) to damp reflections on long runs. Control pinsassert /CE, /OE and /WE to defined inactive levels via pull-ups/pull-downs to avoid accidental writes during reset or bus contention. Electrical Characteristics & Timing Analysis (data analysis) Absolute ratings & recommended operating conditions Absolute maximums include supply over/under-voltage limits and input clamp thresholds—exceeding these risks permanent damage. Recommended operating VCC range centers on nominal 5 V ± tolerance; input voltages should never exceed VCC + 0.5 V or fall below GND −0.5 V. Static currents vary by device state; read and standby currents are typical and specified separately. Endurance and retention figures must be respectedprogram/erase cycles are finite and data-retention guarantees presume proper operating and storage conditions. AC timingread, program and erase timings explained tACC (90 ns) defines the typical address-to-data valid time for a fast read; for N sequential reads from random addresses, throughput ≈ 1/(tACC + bus overhead). Examplereading 256 bytes sequentially at 90 ns per access yields a raw latency floor of ≈23 ms, excluding bus arbitration. Programming and block-erase times are orders of magnitude larger—milliseconds to seconds—so firmware must implement status polling with timeouts and retry logic to avoid infinite waits. Programming, Erase & Protection (method guide) Programming & erase sequences (practical steps) Typical flow1) Issue command sequence to enter program mode; 2) present address and data; 3) pulse /WE per timing; 4) poll status register until complete; 5) verify by read-back. Use timeouts slightly above the maximum guaranteed program or erase time. Example pseudocodewrite_page(addr,data); start_timer(max_program_ms); while (!status.done && !timer.expired) poll_status(); if (!status.done) flag_error(); verify_read(addr,data); Sector protection & data integrity strategies Protect critical regions using hardware write-protect pins where available and software locking protocols. Use CRC or small ECC for firmware images and a two-bank update strategy with bootloader fallback to prevent bricking. Implement watchdog-triggered rollback and conservative timeout values during in-field updates. Track erase/program cycle counts per block to schedule preemptive replacements in long-lived deployments. Practical Design Checklist & Troubleshooting (action advice) Integration checklist (power, layout, interface) Copy this checklist into design reviews1) Place 0.1 μF decoupling within 2 mm of VCC pin and 10 μF bulk on board; 2) Keep address and data traces grouped and matched in length where possible; 3) Route control signals away from noisy clocks; 4) Provide testpoints on VCC, /CE, /OE, /WE and DQ0–DQ7; 5) Add series dampers on long DQ lines and level-shifters if mixing voltages. Common failure modes & debugging tips Typical failuresincorrect pin wiring, missing decoupling, bus contention, timing violations and improper VPP handling. Quick triagecheck VCC/GND with scope, confirm idle levels on /CE/ /OE/ /WE, isolate the flash from the bus and perform single-word program/verify cycles. Use a logic analyzer to capture command sequences and confirm timing margins against the timing checklist above. Summary The F28F010-90 is a 1 Mbit (128K x 8) parallel flash with 90 ns typical read and 5 V signaling; integrate using the pinout mapping and obey absolute operating limits for reliability. Follow the wiring and layout checklisttight decoupling, grouped address/data routing, series resistors on DQ lines and defined pull states for control pins to prevent accidental writes. Implement robust firmware proceduresstatus polling with timeouts, verify-after-write, CRC/ECC and dual-bank update patterns to avoid bricking during in-field updates. Frequently Asked Questions How should engineers verify program and erase operations? Engineers should poll the device status register after issuing program or erase commands, implement a conservative timeout slightly above the maximum guaranteed operation time, and perform a full read-back verification of the programmed region. Keep error counters and fallback recovery paths to handle intermittent failures. What wiring practices prevent bus contention on a parallel flash interface? Ensure each bus master releases data lines when not driving, use pull-ups or pull-downs to define inactive levels, and include series resistors on DQ lines for damping. During bring-up, isolate the flash and validate single-master control to eliminate contention before adding other bus agents. Which testpoints and measurements speed debugging during bring-up? Place accessible testpoints on VCC, GND, /CE, /OE, /WE and representative DQ lines. Measure supply stability under load, capture command sequences with a logic analyzer, and use a scope to confirm timing and signal integrity. A defined pattern test (write/read/verify) is the fastest functional verification.READ MORE
F28F010-90 Datasheet Breakdown: Key Specs & Pinout2025-12-28 12:37:48 0The F28F010-90 is a 1 Mbit (128K x 8) parallel flash device with a typical fast-read access of 90 ns. This practical datasheet breakdown extracts the numbers, pinout, timing and design guidance engineers need to integrate the device into legacy and low-cost embedded systems. The introduction highlights top-line specs, package pin mapping and the wiring cautions that minimize integration risk. This article draws on hands-on integration experience and datasheet figures to present copy-ready spec bullets, a clear pin mapping table, timing translations and a compact checklist engineers can use during layout and firmware bring-up. The goal is actionable guidance—what to obey as absolute limits and what is typical behavior to expect in the lab. BackgroundDevice Overview & Key Specs (background introduction) Key specs at a glance Density and organization1 Mbit = 128K x 8. Nominal supply5 V family. Typical fast-read access90 ns (tACC). Typical program/erase cycles and data retention are specified in the official device documentation; endurance is in the 10^4–10^5 cycle region for standard parts, with retention guaranteed for years under recommended storage conditions. This H3 lists the essential top-line numbers engineers copy into spec sheets for quick design decisions. Typical use cases & why it still matters The device is useful for firmware storage on legacy MCUs, boot ROMs, and small-scale embedded logging where low cost and simple parallel interface trump density or serial bandwidth. Compatibility concerns include address-bus width, 8-bit parallel timing and 5 V signaling. Migration flagsparallel-to-serial bridging, voltage level translation and rework to accommodate larger linear address spaces in modern MCUs. Pinout & Package Details (pinout) Pin mapping for common packages (32‑pin DIP/PLCC/TSOP) Below is a concise pin-number → signal mapping for the common 32-pin DIP variant. Address lines run A0–A16 (some high address pins multiplexed in package variants), data lines DQ0–DQ7, and control signals include /CE, /OE, /WE, VCC, GND and VPP/NC as applicable. Mechanical notesTSOP variants require careful footprint control for solder fillet and coplanarity; DIP variants need stable socketing and lead cleanup before PCB insertion. PinSignal 1A16 2A15 3A14 4A13 5A12 6A11 7A10 8A9 9A8 10A7 11A6 12A5 13A4 14A3 15A2 16A1 17A0 18DQ0 19DQ1 20DQ2 21DQ3 22DQ4 23DQ5 24DQ6 25DQ7 26/OE# 27/WE# 28/CE# 29VPP or NC 30GND 31VCC 32NC or manufacturer reserved Pin descriptions & practical wiring notes Power pinsVCC should be decoupled with a 0.1 μF ceramic close to the package and a 10 μF bulk nearby; VCC pins must have short, low-impedance return paths to GND. Address pinstreat as static-driven during reads; avoid floating high-order address lines. Data pinsuse series resistors (22–47 Ω) to damp reflections on long runs. Control pinsassert /CE, /OE and /WE to defined inactive levels via pull-ups/pull-downs to avoid accidental writes during reset or bus contention. Electrical Characteristics & Timing Analysis (data analysis) Absolute ratings & recommended operating conditions Absolute maximums include supply over/under-voltage limits and input clamp thresholds—exceeding these risks permanent damage. Recommended operating VCC range centers on nominal 5 V ± tolerance; input voltages should never exceed VCC + 0.5 V or fall below GND −0.5 V. Static currents vary by device state; read and standby currents are typical and specified separately. Endurance and retention figures must be respectedprogram/erase cycles are finite and data-retention guarantees presume proper operating and storage conditions. AC timingread, program and erase timings explained tACC (90 ns) defines the typical address-to-data valid time for a fast read; for N sequential reads from random addresses, throughput ≈ 1/(tACC + bus overhead). Examplereading 256 bytes sequentially at 90 ns per access yields a raw latency floor of ≈23 ms, excluding bus arbitration. Programming and block-erase times are orders of magnitude larger—milliseconds to seconds—so firmware must implement status polling with timeouts and retry logic to avoid infinite waits. Programming, Erase & Protection (method guide) Programming & erase sequences (practical steps) Typical flow1) Issue command sequence to enter program mode; 2) present address and data; 3) pulse /WE per timing; 4) poll status register until complete; 5) verify by read-back. Use timeouts slightly above the maximum guaranteed program or erase time. Example pseudocodewrite_page(addr,data); start_timer(max_program_ms); while (!status.done && !timer.expired) poll_status(); if (!status.done) flag_error(); verify_read(addr,data); Sector protection & data integrity strategies Protect critical regions using hardware write-protect pins where available and software locking protocols. Use CRC or small ECC for firmware images and a two-bank update strategy with bootloader fallback to prevent bricking. Implement watchdog-triggered rollback and conservative timeout values during in-field updates. Track erase/program cycle counts per block to schedule preemptive replacements in long-lived deployments. Practical Design Checklist & Troubleshooting (action advice) Integration checklist (power, layout, interface) Copy this checklist into design reviews1) Place 0.1 μF decoupling within 2 mm of VCC pin and 10 μF bulk on board; 2) Keep address and data traces grouped and matched in length where possible; 3) Route control signals away from noisy clocks; 4) Provide testpoints on VCC, /CE, /OE, /WE and DQ0–DQ7; 5) Add series dampers on long DQ lines and level-shifters if mixing voltages. Common failure modes & debugging tips Typical failuresincorrect pin wiring, missing decoupling, bus contention, timing violations and improper VPP handling. Quick triagecheck VCC/GND with scope, confirm idle levels on /CE/ /OE/ /WE, isolate the flash from the bus and perform single-word program/verify cycles. Use a logic analyzer to capture command sequences and confirm timing margins against the timing checklist above. Summary The F28F010-90 is a 1 Mbit (128K x 8) parallel flash with 90 ns typical read and 5 V signaling; integrate using the pinout mapping and obey absolute operating limits for reliability. Follow the wiring and layout checklisttight decoupling, grouped address/data routing, series resistors on DQ lines and defined pull states for control pins to prevent accidental writes. Implement robust firmware proceduresstatus polling with timeouts, verify-after-write, CRC/ECC and dual-bank update patterns to avoid bricking during in-field updates. Frequently Asked Questions How should engineers verify program and erase operations? Engineers should poll the device status register after issuing program or erase commands, implement a conservative timeout slightly above the maximum guaranteed operation time, and perform a full read-back verification of the programmed region. Keep error counters and fallback recovery paths to handle intermittent failures. What wiring practices prevent bus contention on a parallel flash interface? Ensure each bus master releases data lines when not driving, use pull-ups or pull-downs to define inactive levels, and include series resistors on DQ lines for damping. During bring-up, isolate the flash and validate single-master control to eliminate contention before adding other bus agents. Which testpoints and measurements speed debugging during bring-up? Place accessible testpoints on VCC, GND, /CE, /OE, /WE and representative DQ lines. Measure supply stability under load, capture command sequences with a logic analyzer, and use a scope to confirm timing and signal integrity. A defined pattern test (write/read/verify) is the fastest functional verification.READ MORE
- Technical Features of PMIC DC-DC Switching Regulator TPS54202DDCR
- STM32F030K6T6: A High-Performance Core Component for Embedded Systems
- Tamura L34S1T2D15 Datasheet Breakdown: Key Specs & Limits
- PAL6055.700HLT Datasheet: Complete Technical Report
- FDP027N08B MOSFET Datasheet Deep-Dive: Key Specs & Test Data
- LT1074IT7: Complete Specs & Key Parameters Breakdown
- How to Verify G88MP061028 Datasheet and Specs - Checklist
- NFAQ0860L36T Datasheet: Measured IPM Performance Report
- 90T03P MOSFET: Complete Specs, Pinout & Ratings Digest
- 3386F-1-101LF Datasheet & Specs — Pinout, Ratings, Sources
-
 MM74HC4050NSanyo Semiconductor/onsemiIC BUFFER NON-INVERT 6V 16DIP
MM74HC4050NSanyo Semiconductor/onsemiIC BUFFER NON-INVERT 6V 16DIP -
 MM74HC4049NSanyo Semiconductor/onsemiIC BUFFER NON-INVERT 6V 16DIP
MM74HC4049NSanyo Semiconductor/onsemiIC BUFFER NON-INVERT 6V 16DIP -
 MM74HC4040NSanyo Semiconductor/onsemiIC BINARY COUNTER 12-BIT 16DIP
MM74HC4040NSanyo Semiconductor/onsemiIC BINARY COUNTER 12-BIT 16DIP -
 MM74HC4020NSanyo Semiconductor/onsemiIC BINARY COUNTER 14-BIT 16DIP
MM74HC4020NSanyo Semiconductor/onsemiIC BINARY COUNTER 14-BIT 16DIP -
 MM74HC393NSanyo Semiconductor/onsemiIC BINARY COUNTR DL 4BIT 14MDIP
MM74HC393NSanyo Semiconductor/onsemiIC BINARY COUNTR DL 4BIT 14MDIP -
 MM74HC374NSanyo Semiconductor/onsemiIC FF D-TYPE SNGL 8BIT 20DIP
MM74HC374NSanyo Semiconductor/onsemiIC FF D-TYPE SNGL 8BIT 20DIP -
 MM74HC373NSanyo Semiconductor/onsemiIC D-TYPE TRANSP SGL 8:8 20DIP
MM74HC373NSanyo Semiconductor/onsemiIC D-TYPE TRANSP SGL 8:8 20DIP -
 LT1213CS8Linear Technology (Analog Devices, Inc.)IC OPAMP GP 2 CIRCUIT 8SO
LT1213CS8Linear Technology (Analog Devices, Inc.)IC OPAMP GP 2 CIRCUIT 8SO -
 MM74HC259NSanyo Semiconductor/onsemiIC LATCH ADDRESS 8BIT 16-DIP
MM74HC259NSanyo Semiconductor/onsemiIC LATCH ADDRESS 8BIT 16-DIP -
 MM74HC251NSanyo Semiconductor/onsemiIC MULTIPLEXER 1 X 8:1 16DIP
MM74HC251NSanyo Semiconductor/onsemiIC MULTIPLEXER 1 X 8:1 16DIP







{{ boxName }} ({{ dataList?.length || 0 }} Items)
{{ val.manufacturer || val.en_manufacturer || '' }}
quantity: {{ val.quantity }}
it was empty.